РОБОТИЗИРОВАННЫЕ ГАЛЬВАНИЧЕСКИЕ ЛИНИИ
Линии РГЛ предназначены для нанесения однослойных и многослойных электрохимических покрытий на детали, размещаемые на подвесах или в гальванических барабанах, перемещаемых по различным технологическим циклам (возможно осуществление нескольких видов покрытий в одной линии) транспортным роботом по ходовым путям на каркасе линии. При этом линия в автоматическом режиме обеспечивает выполнение всех технологических процессов при соблюдении требований технологических параметров: время выдержки, температурный режим, параметры тока и т.д.
Линия РГЛ монтируется на едином каркасе, устанавливаемом непосредственно на пол цеха. Для исключения вибраций ходовых путей, предотвращения накопления грязи под ваннами и увеличение срока службы основание каркаса подливается бетоном. В целом линия РГЛ состоит из следующих технологических модулей, систем и устройств.На каркас линии устанавливается:
- система транспортировки, состоящая (в зависимости от производительности) из одного или нескольких транспортных роботов, грузоподъемностью 50, 100, 150 или 250 кг. Количество транспортных роботов зависит от конфигурации линии и ожидаемой производительности;
- система управления СРГЛ–М, обеспечивающая одновременную совместную работу одного, двух и более транспортных роботов в составе одной линии;
- система трубопроводов, изготавливаемая из полипропилена в пределах габаритов линии. Точки подключения трубопроводов к системам цеха определяются Заказчиком при монтаже линии;
- система кабелепроводов, обеспечивающая подключение модулей линии к шкафу распределительному, который устанавливается рядом с линией, на месте, согласованном с Заказчиком;
- система вентиляции, в которую входят бортовые отсосы ванн и объединительные короба, изготавливается из полипропилена. Система подключается к вентиляции цеха в местах согласованных с Заказчиком;
- модуль(-и) электрохимических операций, состоящий из процессной ванны, агрегата выпрямительного и приёмника ИК. Транспортный робот, через приёмник ИК включает агрегат выпрямительный и задаёт необходимую силу тока после установки штанги с деталями на ванну;
- модуль(-и) химических операций, представляющий собой процессную ванну;
- модуль(-и) промывки, включающий в себя ванну промывки и контроллер дозированной промывки. Подачу промывной воды в ванну включает контроллер дозированной промывки, по команде от транспортного робота. Объём воды необходимый для промывки деталей на подвеске определяется технологом при разработке технологического процесса;
- камера сушильная, предназначенная для сушки деталей на подвесках и работающая в автоматическом режиме. Вентилятор камеры и электронагреватель воздуха включаются при установке штанги с деталями в ловители камеры;
- устройство загрузки и выгрузки обеспечивает свободный режим загрузки линии при автоматической работе.
Расположение технологических модулей в линии (однорядное, двухрядное и т.д.) определяется последовательностью технологических операций и размерами предоставленных производственных площадей.






В состав линии, при технологической необходимости, могут быть включены и другие технологические модули, устройства и системы:
- блоки электронагревателей;
- установки непрерывной фильтрации;
- механизм качания;
- автоматические крышки;
- устройства перемешивания;
- устройства компенсации испарения;
- рН контроллерами.
Линии могут быть укомплектованы дополнительно:
- баками подготовки растворов;
- установками фильтрации;
- переносными насосами перекачки растворов.
Линии РГЛ нового типа – это универсальный и в настоящее время наиболее рациональный вариант автоматизации всех типов гальванических производств – от массового до мелкосерийного.
Режим гибкой автоматизации обеспечен:
- Совмещением обработки в одном потоке деталей по индивидуальным технологическим программам без предварительного планирования работы линии;
- Работой в свободном ритме, определяемом рабочим на загрузке;
- Программированием работы линии, доступным непрофессионалу;
- Возможностью коррекции процесса обработки деталей в линии с последующим восстановлением прерванного автоматического режима;
- Непрерывным контролем и диагностикой аварийных ситуаций в линии.
Надежное программное управление в условиях агрессивной среды гальванического цеха достигается за счёт:
- Трёхуровневой системы управления;
- Интеграции функций управления и отработки команд на транспортном роботе;
- Замены сигнальных кабельных связей на оптическую связь в ИК диапазоне.
Экологическая чистота, безаварийность работы линии и минимальные эксплуатационные затраты гарантируются:
- Применением не требующих ремонта полипропиленовых / полиэтиленовых ванн;
- Бестоковой конструкцией ванн, исключением сливной запорной арматуры. Опорожнение ванн в линии осуществляется высокопроизводительным погружным насосом;
- Системами дозированной промывки;
- Программируемыми временами стекания над ваннами;
- Экономичными душевыми промывками.


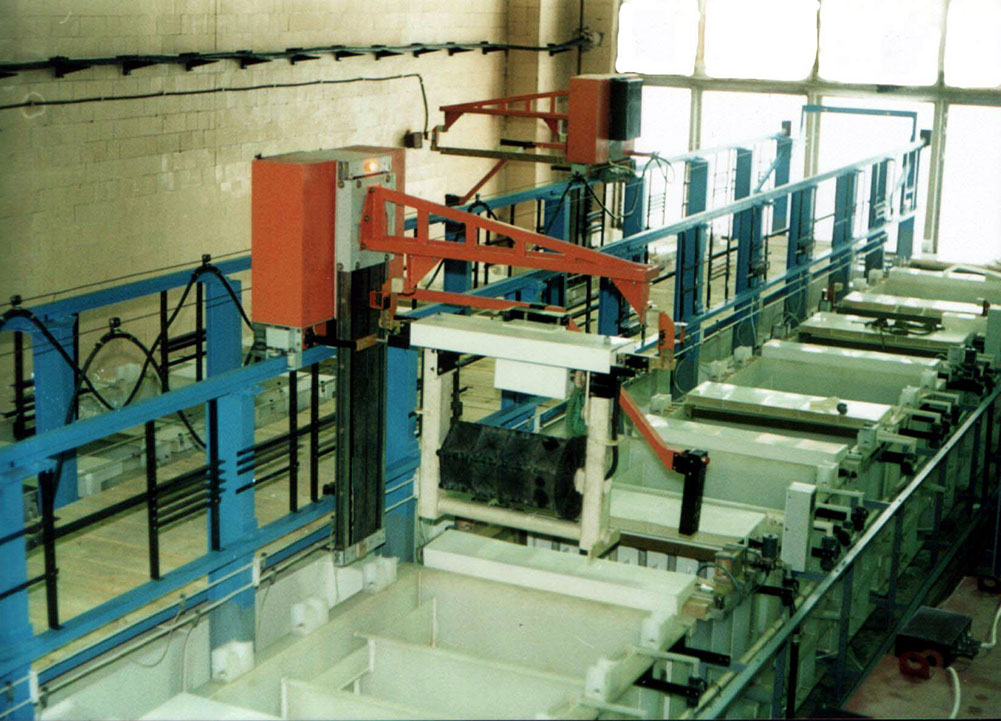
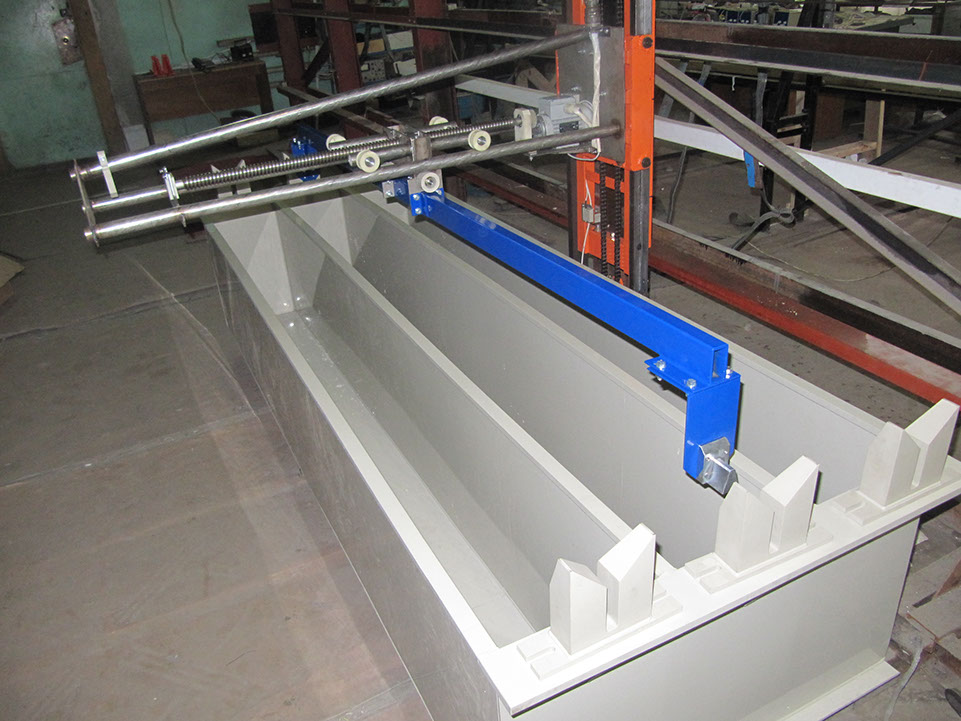
В линиях РГЛ нового типа Трехкоординатный транспортный робот перемещается между рядами ванн по рельсам, расположенным на уровне пола. Ванны располагаются продольно – вдоль хода транспортного робота.
Процессным ваннам, упорядоченным в один ряд – соответствуют промывные, расположенные напротив. Процессные ванны имеют бортоотсосы, совмещенные с вентколлектором, проходящим вдоль процессных ванн со стороны транспортного робота и индивидуальные крышки, открываемые и закрываемые транспортным роботом.
Бортовой контроллер транспортного робота (на базе микропроцессора ATMEL), система ИК связи, встроенный лазерный дальномер, индуктивные и емкоснтые датчики обеспечивают надежную роботу линии в условиях агрессивной среды гальванического цеха.
Основными преимуществами линии РГЛ перед автоматическими линиями традиционного типа являются:
- двукратное сокращение производственных площадей, за счет принципиально новой компоновки линии;
- двукратное сокращение длины магистралей, за счет принципиально новой компоновки линии;
- существенное снижение выноса химикатов из процессных ванн за счет программирования времени стекания над каждой ванной;
- утроение маршевой скорости транспортного робота;
- существенное увеличение запаса по грузоподъемности, за счет отсутствия консольных нагрузок – груз при движении транспортного робота фиксируется (в поперечном направлении над рельсами);
- улучшение условий контроля процесса в ваннах за счет их продольного расположения и обеспечения возможности открывания крышек вручную;
- шестикратное сокращение расхода электроэнергии на разогрев раствора ванн, за счет рациональной конструкции высокотемпературных процессных ванн и применения плотных полипропиленовых крышек (причем без учета выигрыша при утреннем разогреве, когда температура под крышкой за ночь падает всего на 10°С, а на линии без крышек – на 30°С);
- шестикратное сокращение объема, отсасываемого с зеркала ванн воздуха и аэрозолей, за счет применения плотных полипропиленовых крышек ванн, открываемых / закрываемых транспортным роботом, что в свою очередь позволило разработать экономную и предельно компактную конструкцию вентколлектора и расположить его вдоль бортов ванн со стороны транспортного робота.




